ਇੱਟ ਸਰੋਤ :
ਪੰਜਾਬੀ ਸਭਿਆਚਾਰ ਸ਼ਬਦਾਵਲੀ ਕੋਸ਼, ਪਬਲੀਕੇਸ਼ਨ ਬਿਊਰੋ, ਪੰਜਾਬੀ ਯੂਨੀਵਰਸਿਟੀ, ਪਟਿਆਲਾ।
ਇੱਟ (ਨਾਂ,ਇ) ਇਮਾਰਤ ਆਦਿ ਦੀ ਉਸਾਰੀ ਲਈ ਮਿੱਟੀ ਦੀ ਪਕਾ ਕੇ ਬਣਾਈ ਠੋਸ ਚੌਕੋਰ ਟੁਕੜੀ
ਲੇਖਕ : ਕਿਰਪਾਲ ਕਜ਼ਾਕ (ਪ੍ਰੋ.),
ਸਰੋਤ : ਪੰਜਾਬੀ ਸਭਿਆਚਾਰ ਸ਼ਬਦਾਵਲੀ ਕੋਸ਼, ਪਬਲੀਕੇਸ਼ਨ ਬਿਊਰੋ, ਪੰਜਾਬੀ ਯੂਨੀਵਰਸਿਟੀ, ਪਟਿਆਲਾ।, ਹੁਣ ਤੱਕ ਵੇਖਿਆ ਗਿਆ : 9881, ਪੰਜਾਬੀ ਪੀਡੀਆ ਤੇ ਪ੍ਰਕਾਸ਼ਤ ਮਿਤੀ : 2014-01-24, ਹਵਾਲੇ/ਟਿੱਪਣੀਆਂ: no
ਇੱਟ ਸਰੋਤ :
ਪੰਜਾਬੀ ਯੂਨੀਵਰਸਿਟੀ ਪੰਜਾਬੀ ਕੋਸ਼ (ਸਕੂਲ ਪੱਧਰ), ਪਬਲੀਕੇਸ਼ਨ ਬਿਊਰੋ, ਪੰਜਾਬੀ ਯੂਨੀਵਰਸਿਟੀ, ਪਟਿਆਲਾ।
ਇੱਟ [ਨਾਂਇ] ਮਿੱਟੀ ਦਾ ਪਕਾਇਆ ਹੋਇਆ ਨਿਸ਼ਚਿਤ ਆਕਾਰ ਦਾ ਟੁਕੜਾ ਜਿਸ ਨੂੰ ਭਵਨ/ਇਮਾਰਤ ਆਦਿ ਬਣਾਉਣ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ
ਲੇਖਕ : ਡਾ. ਜੋਗਾ ਸਿੰਘ (ਸੰਪ.),
ਸਰੋਤ : ਪੰਜਾਬੀ ਯੂਨੀਵਰਸਿਟੀ ਪੰਜਾਬੀ ਕੋਸ਼ (ਸਕੂਲ ਪੱਧਰ), ਪਬਲੀਕੇਸ਼ਨ ਬਿਊਰੋ, ਪੰਜਾਬੀ ਯੂਨੀਵਰਸਿਟੀ, ਪਟਿਆਲਾ।, ਹੁਣ ਤੱਕ ਵੇਖਿਆ ਗਿਆ : 9874, ਪੰਜਾਬੀ ਪੀਡੀਆ ਤੇ ਪ੍ਰਕਾਸ਼ਤ ਮਿਤੀ : 2014-02-24, ਹਵਾਲੇ/ਟਿੱਪਣੀਆਂ: no
ਇੱਟ ਸਰੋਤ :
ਗੁਰੁਸ਼ਬਦ ਰਤਨਾਕਾਰ ਮਹਾਨ ਕੋਸ਼, ਭਾਸ਼ਾ ਵਿਭਾਗ ਪੰਜਾਬ ਪਟਿਆਲਾ।
ਇੱਟ. ਦੇਖੋ, ਈਟਿਕਾ.
ਲੇਖਕ : ਭਾਈ ਕਾਨ੍ਹ ਸਿੰਘ ਨਾਭਾ,
ਸਰੋਤ : ਗੁਰੁਸ਼ਬਦ ਰਤਨਾਕਾਰ ਮਹਾਨ ਕੋਸ਼, ਭਾਸ਼ਾ ਵਿਭਾਗ ਪੰਜਾਬ ਪਟਿਆਲਾ।, ਹੁਣ ਤੱਕ ਵੇਖਿਆ ਗਿਆ : 9798, ਪੰਜਾਬੀ ਪੀਡੀਆ ਤੇ ਪ੍ਰਕਾਸ਼ਤ ਮਿਤੀ : 2014-08-13, ਹਵਾਲੇ/ਟਿੱਪਣੀਆਂ: no
ਇੱਟ ਸਰੋਤ :
ਪੰਜਾਬੀ ਵਿਸ਼ਵ ਕੋਸ਼–ਜਿਲਦ ਤੀਜੀ, ਭਾਸ਼ਾ ਵਿਭਾਗ ਪੰਜਾਬ
ਇੱਟ: ਇਹ ਇਮਾਰਤੀ ਕੰਮ ਆਉਣ ਵਾਲੇ ਆਇਤਾਕਾਰ ਮਿੱਟੀ ਦੇ ਟੁਕੜੇ ਹੁੰਦੇ ਹਨ, ਜੋ ਮਿਟੀ ਨੂੰ ਸ਼ੁੱਧ ਰੂਪ ਵਿਚ ਜਾਂ ਉਸ ਵਿਚ ਹੋਰ ਪਦਾਰਥ ਰਲਾ ਕੇ ਸਾਂਚਿਆਂ ਵਿਚ ਘੜਨ ਮਗਰੋਂ ਧੁੱਪੇ ਸੁਕਾ ਜਾਂ ਭੱਠਿਆਂ ਵਿਚ ਪਕਾ ਕੇ ਬਣਾਏ ਜਾਂਦੇ ਹਨ ਤਾਂ ਜ਼ੋ ਉਨ੍ਹਾਂ ਉੱਤੇ ਮੀਂਹ, ਧੁੱਪ, ਜਾਂ ਹਵਾ ਦਾ ਅਸਰ ਨਾ ਹੋ ਸਕੇ। ਇੱਟਾਂ ਨੂੰ ਵੱਖ-ਵੱਖ ਢੰਗਾਂ ਨਾਲ ਚਿਣ ਕੇ ਕਈ ਤਰ੍ਹਾਂ ਦੀ ਉਸਾਰੀ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ ਜਿਵੇਂ ਕਿ ਨੀਹਾਂ, ਕੰਧਾਂ, ਥਮਲੇ (piers), ਡਾਟਾਂ (arches), ਚਿਮਨੀਆਂ, ਜਾਲੀਦਾਰ ਪਰਦੇ ਆਦਿ ।ਇੱਟਾਂ ਆਕਾਰ ਸਮੇਂ ਨਾਲ ਬਦਲਦਾ ਰਿਹਾ ਹੈ। ਅੱਜਕੱਲ੍ਹ 20.3 ਸੈਂ.ਮੀ.-22.9 ਸੈਂ . ਮੀ. ਲੰਬੀਆਂ, 7.6 ਸੈਂ.ਮੀ. - 10.2 ਸੈਂ .ਮੀ. ਚੌੜੀਆਂ ਤੇ 5.1 ਸੈਂ. ਮੀ. –7.6 ਸੈਂ. ਮੀ. ਮੋਟੀਆਂ ਇੱਟਾਂ ਬਣਦੀਆਂ ਹਨ। ਇੰਗਲੈਂਡ ਵਿਚ ਪ੍ਰਚਲਿਤ ਆਕਾਰ 6.5 ਸੈਂ. ਮੀ. x 11.1 ਸੈਂ.ਮੀ. x 22.9 ਸੈਂ. ਮੀ. ਅਤੇ ਅਮਰੀਕਾ ਵਿਚ 5.6 ਸੈਂ. ਮੀ.x 9.4 ਸੈਂ. ਮੀ . 20.3 ਸੈਂ. ਮੀ. ਹੈ।
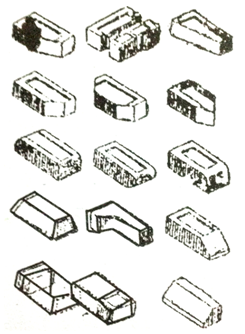
ਵਿਸ਼ੇਸ਼ ਕਿਸਮ ਦੀਆਂ ਇੱਟਾਂ
ਇੱਟਾਂ ਦਾ ਲਾਲ ਰੰਗ ਆਇਰਨ ਆੱਕਸਾਈਡ (Iron Oxide) ਕਰ ਕੇ ਹੁੰਦਾ ਹੈ। ਆਕਾਰ ਵਿਚ ਇਕ ਸਾਰਤਾ ਦੇ ਆਧਾਰ ਤੇ ਛਾਂਟੀਆਂ ਇੱਟਾਂ ਨੂੰ ਫ਼ੇਸ (Face) ਇੱਟਾਂ ਕਿਹਾ ਜਾਂਦਾ ਹੈ ਤੇ ਬਾਕੀ ਸਾਧਾਰਣ ਕੰਮਾਂ ਲਈ ਵਰਤੀਆਂ ਜਾਂਦੀਆ ਹਨ।ਇੱਟਾਂ ਦੇ ਕੁਝ ਨਮੂਨੇ ਉਪਰਲੇ ਚਿੱਤਰ ਵਿਚ ਦਿੱਤੇ ਗਏ ਹਨ।
ਇਤਿਹਾਸ – ਇੱਟ ਦਾ ਇਤਿਹਾਸ ਮਨੁੱਖੀ ਸਭਿਅਤਾ ਦੇ ਇਤਿਹਾਸ ਨਾਲ ਜਾ ਰਲਦਾ ਹੈ। ਕੁਝ ਲੋਕਾਂ ਦਾ ਮੱਤ ਹੈ ਕਿ ਇੱਟ ਦਾ ਨਿਰਮਾਣ 10,000 ਸਾਲ ਪਹਿਲਾਂ ਸ਼ੁਰੂ ਹੋਇਆ ਪਰ ਇਸ ਦੇ ਠੋਸ ਸਬੂਤ ਨਹੀਂ ਮਿਲਦੇ । ਫ਼ਰਾਤ (Euphrates) ਦੀ ਵਾਦੀ ਵਿਚ ਅਬਰਾਹਮ (Abraham) ਸ਼ਹਿਰ ਦੇ ਨੇੜੇ 'ਉਰ ਆਫ਼ ਕੈਲਡੀਜ਼' (Ur of Chaldees) ਦੇ ਸਥਾਨ ਤੇ ਕੰਮ ਕਰ ਰਹੇ ਖੋਜੀਆਂ ਨੇ ਅਨੁਮਾਨ ਲਗਾਇਆ ਹੈ ਕਿ ਮੰਦਰਾਂ ਦੇ ਹੇਠਲੇ ਹਿੱਸਿਆਂ ਵਿਚ ਲਗੀਆਂ ਹੋਈਆਂ ਪੱਕੀਆਂ ਤੇ ਕੱਚੀਆਂ ਇੱਟਾਂ 5,000 ਸਾਲ ਪਹਿਲਾਂ ਦੀਆਂ ਬਣੀਆਂ ਹੋਈਆ ਹਨ।ਦਜਲਾ-ਫ਼ਰਾਤ ਡੈਲਟੇ ਵਿਚ ਆਉਣ ਵਾਲੀਆਂ ਸਭਿਅਤਾਵਾਂ ਆਪਣੇ ਘਰਾਂ, ਮਹਿਲਾਂ ਅਤੇ ਮੰਦਰਾਂ ਦੇ ਨਿਰਮਾਣ ਵਿਚ ਮਿੱਟੀ ਤੋਂ ਬਣੀਆਂ ਇੱਟਾਂ ਦਾ ਪ੍ਰਯੋਗ ਕਰਦੀਆਂ ਸਨ। ਛੇਵੀ ਸਦੀ ਈ, ਪੂ. ਵਿਚ ਨਬੂਖਦਨੈਜ਼ਰ (Nebuchadnezzar ) ਦੇ ਮਹਾਨ ਸ਼ਹਿਰ ਬੈਬੀਲੋਨ ਦੇ ਖੰਡਰਾਂ ਵਿਚੋਂ ਇੱਟਾਂ ਚੁਣ ਕੇ ਤੀਸੀਫੋਨ (Ctesiphon) ਤੇ ਬਗ਼ਦਾਦ (Baghdad) ਨਗਰਾਂ ਦੇ ਨਿਰਮਾਣ ਵਿਚ ਵਰਤੀਆਂ ਗਈਆਂ।ਪੱਛਮੀ ਏਸ਼ੀਆ ਤੋਂ ਇੱਟ ਨਿਰਮਾਣ ਦੀ ਕਲਾ ਦਾ ਪਸਾਰ ਪੱਛਮ ਵਿਚ ਮਿਸਰ ਤੇ ਰੂਮ ਸਾਗਰ ਵਲ ਅਤੇ ਪੂਰਬ ਵਿਚ ਭਾਰਤ ਤੇ ਚੀਨ ਵਲ ਹੋਇਆ। ਮਿਸਰ ਵਿਚ ਇਟਾਂ ਦੇ ਪ੍ਰਯੋਗ ਦੇ ਸਬੂਤ ਮੁਢਲੇ ਰਾਜਿਆਂ ਤੋਂ ਹੀ ਮਿਲਣੇ ਸ਼ੁਰੂ ਹੋ ਜਾਂਦੇ ਹਨ। ਆਮ ਤੌਰ ਤੇ ਇੱਟਾ ਉੱਤੇ ਰਜਿਆਂ ਦੀ ਮੋਹਰ ਹੁੰਦੀ ਸੀ, ਜਿਸ ਤੋਂ ਉਨ੍ਹਾਂ ਦਾ ਕਾਲ ਨਿਸ਼ਚਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਸੀ। ਬਹੁਤ ਸਾਰੇ ਮਕਾਨ, ਮਹਿਲ, ਮੰਦਰ ਅਤੇ ਹੋਰ ਇਮਾਰਤਾਂ ਜਿਵੇਂ ਸਾਕਾਰਾ(Saqqarah) ਦਾ ਪੌੜੀਦਾਰ ਪਿਰਾਮਿਡ, ਧੁੱਪੇ ਸੁਕੀਆਂ ਅਤੇ ਪੱਕੀਆਂ (Kiln burned) ਇੱਟਾਂ ਦੇ ਬਣੇ ਹੋਏ ਮਿਲਦੇ ਹਨ। ਮਿਸਰ ਤੋਂ ਇੱਟਾਂ ਦਾ ਪ੍ਰਚਾਰ ਰੋਮ ਪੁੱਜਾ ਜਿਥੋਂ ਕਿ ਇਹ ਸਾਰੇ ਰੋਮਨ ਸਾਮਰਾਜ ਵਿਚ ਫੈਲ ਗਿਆ। ਇੰਗਲੈਂਡ ਵਿਚ ਇੱਟ ਤੀਜੀ ਚੌਥੀ ਸਦੀ ਵਿਚ ਵਰਤੋਂ ਵਿਚ ਆਉਣੀ ਸ਼ੁਰੂ ਹੋਈ ਪਰ ਇਸ ਦਾ ਪ੍ਰਯੋਗ ਘੱਟ ਗਿਆ। ਮੁੜ 12 ਵੀਂ ਸਦੀ ਵਿਚਲੀ ਇਟਲੀ ਵਿਚ ਇਸ ਦਾ ਪੁਨਰ ਜਨਮ ਹੋਇਆ ਜਿੱਥੋਂ ਇਹ ਫਰਾਂਸ, ਜਰਮਨੀ, ਫਲੈਂਡਰਜ਼ (Flanders) ਹੁੰਦੀ ਹੋਈ ਚੌਦ੍ਹਵੀਂ ਸਦੀ ਵਿਚ ਇੰਗਲੈਂਡ ਪੁੱਜੀ। ਉਥੇ ਪੰਦਰ੍ਹਵੀ ਸਦੀ ਦੇ ਬਣੇ ਹੋਏ ਕਈ ਕਿਲ੍ਹੇ ਮਿਲਦੇ ਹਨ।ਅਮਰੀਕਾ ਵਿਚ ਇੱਟ ਬਣਾਉਣ ਦੀ ਕਲਾ 17ਵੀਂ ਸਦੀ ਵਿਚ ਪਹੁੰਚੀ । ਕਾਲੋਰੈਡੋ, ਐਰਿਜ਼ੋਨਾ, ਟੈਕਸਾਸ ਅਤੇ ਕੈਲੀਫੋਰਨੀਆ ਆਦਿ ਵਿਚ ਤਿੰਨ ਸੌ ਸਾਲ ਤੋਂ ਵੱਧ ਪੁਰਾਣੇ ਮਕਾਨ (adob house ) ਮਿਲਦੇ ਹਨ, ਜਿੱਥੇ ਹਾਲੀਂ ਵੀ ਲੋਕ ਰਹਿੰਦੇ ਹਨ ਪਰ ਜ਼ਿਆਦਾ ਪਸਾਰ 19ਵੀਂ ਸਦੀ ਵਿਚ ਹੋਇਆਂ, ਜਦੋਂ ਇੰਗਲੈਡ ਤੋਂ ਮਸ਼ੀਨਾਂ ਅਮਰੀਕਾ ਪੁੱਜੀਆਂ।ਭਾਰਤ ਵਿੱਚ ਇੱਟਾਂ ਦੀ ਵਰਤੋਂ ਪੁਰਾਣੇ ਸਮੇਂ ਤੋਂ ਹੀ ਹੁੰਦੀ ਰਹੀ ਹੈ। ਅੱਜ ਤੋਂ 4000 ਸਾਲ ਪੁਰਾਣੀ ਸਿੰਧ ਘਾਟੀ ਦੀ ਸਭਿਅਤਾ ਦੇ ਮਹਿੰਦਜੋਦਾੜੋ (Mohen-jo-daro) ਦੇ ਖੰਡਰਾਂ ਵਿਚੋਂ ਮਿੱਟੀ ਤੋਂ ਪੱਕੀਆਂ ਇੱਟਾਂ ਮਿਲੀਆਂ ਜਿਨਾਂ ਆਕਾਰ 50.8 ਸੈਂ.ਮੀ x 22.9 ਸੈਂ. ਮੀ. ਹੈ। ਇਹ ਇੱਟਾਂ ਭੱਠੀਆਂ ਵਿਚ ਪਕਾਈਆਂ ਹੋਈਆ ਲਗਦੀਆਂ ਸਨ।
ਉਤਪਾਦਨ – ਆਮ ਤੌਰ ਤੇ ਇੱਟਾਂ, ਮਿੱਟੀ ਤੋਂ ਬਣਦੀਆਂ ਹਨ। ਸਾਰੇ ਸੰਸਾਰ ਵਿਚ ਕਈ ਜਗ੍ਹਾ ਇਹੋ ਜਿਹੀ ਮਿੱਟੀ ਮਿਲਦੀ ਹੈ ਜੋ ਇਸ ਕੰਮ ਆ ਸਕੇ। ਸਾਰੇ ਇੰਗਲੈਂਡ ਵਿਚ ਤੇ ਅਮਰੀਕਾ ਦੀਆਂ 45 ਸਟੇਟਾਂ ਵਿਚ ਇੱਟਾਂ ਬਣਾਉਣ ਦਾ ਯੋਗ ਮਿੱਟੀ ਮਿਲਦੀ ਹੈ। ਆਮ ਮਿੱਟੀ ਆਇਰਨ ਤੇ ਕੈਲਸ਼ੀਅਮ ਆਦਿ ਦੇ ਵੱਖ-ਵੱਖ ਯੋਗਿਕਾਂ (compounds) ਦਾਂ ਮਿਸ਼ਰਣ ਹੁੰਦੀ ਹੈ, ਜਿੰਨਾਂ ਦੇ ਅਨੁਪਾਤ ਵਿਚ ਤਬਦੀਲੀ ਮਿੱਟੀ ਦੇ ਗੁਣ ਬਦਲ ਦਿੰਦੀ ਹੈ ਤੇ ਇੱਟਾਂ ਦੇ ਨਿਰਮਾਣ ਢੰਗ ਅਤੇ ਸ਼ਕਲ ਸੂਰਤ ਤੇ ਪ੍ਰਭਾਵ ਪਾਉਂਦੀ ਹੈ। ਆਮ ਵਰਤੋਂ ਦੀ ਇੱਟਾਂ ਵਾਸਤੇ ਛੇਤੀ ਗਰਮ ਹੋਣ ਵਾਲੀ (light firing), ਗੈਰ-ਚੂਨੇਦਾਰ (non-calcareous) ਗੈਰ-ਉਚਤਾਪ ਸਹਿ (non-refractory) ਮਿੱਟੀ ਠੀਕ ਰਹਿੰਦੀ ਹੈ ਜੋ ਕਿ 1260° ਸੈਂ . ਤਕ ਗਰਮ ਕਰਨ ਤੇ ਪੱਕ ਜਾਂਦੀ ਹੈ।ਇੰਗਲੈਂਡ ਵਿਚ ਅਠਾਰ੍ਹਵੀਂ ਸਦੀ ਦੇ ਅੰਤ ਤਕ ਇੱਟ ਨਿਰਮਾਣ ਵਿਚ ਮਸ਼ੀਨਾਂ ਦਾ ਪ੍ਰਯੋਗ ਨਹੀਂ ਸੀ ਹੁੰਦਾ। ਉਦੋਂ ਪਤਝੜ ਦੇ ਸ਼ੁਰੂ ਵਿਚ ਮਿੱਟੀ ਨੂੰ ਪੁਣ ਕੇ ਢੇਰ ਲਗਾਣੇ ਪੈਂਦੇ ਸਨ। ਤਾਂ ਜੋ ਸਰਦੀ ਦੀ ਰੁੱਤੇ ਮਿੱਟੀ ਕੰਮ ਕਰਨ ਯੋਗ ਬਣ ਜਾਵੇ। ਬਸੰਤ ਵਿਚ ਮਿੱਟੀ ਚੁੱਕ ਕੇ ਘਾਣੀ ਬਣਾਈ ਜਾਂਦੀ ਸੀ ਤੇ ਪੈਰਾਂ ਨਾਲ ਲਿਤਾੜੀ ਜਾਂਦੀ ਸੀ ਤਾਂ ਜ਼ੋ ਇਸ ਵਿਚ ਲੋੜੀਂਦੀ ਸੰਘਣਤਾ (consistency) ਆ ਜਾਵੇ । ਨਰਮ ਮਿੱਟੀ ਪਲਾਸਟਿਕ (plastic) ਸਾਂਚਿਆਂ ਵਿਚ ਪਾ ਲਈ ਜਾਂਦੀ ਸੀ। 19ਵੀਂ ਸਦੀ ਦੇ ਸ਼ੁਰੂ ਵਿਚ ਗਾਰਾਚੱਕੀ (pug-mill) ਦਾ ਨਿਰਮਾਣ ਹੋਇਆ, ਜਿਸ ਵਿਚ ਮਿੱਟੀ ਦਾ ਘਾਣ ਬਣਦਾ ਸੀ ਪਰ ਬਹੁਤ ਯਤਨਾਂ ਦੇ ਬਾਵਜੂਦ ਸਾਂਚਿਆਂ ਨੂੰ ਭਰਨ ਦਾ ਕੋਈ ਮਸ਼ੀਨੀ ਤਰੀਕਾ ਨਾ ਨਿਕਲ ਸਕਿਆ। 19ਵੀਂ ਸਦੀ ਦੇ ਅੰਤ ਵਿਚ ਗਾਰਾਚੱਕੀ ਦੇ ਡਿਜ਼ਾਇਨ ਵਿਚ ਸੁਧਾਰ ਲਿਆ ਕੇ ਮਿੱਟੀ ਦਾ ਲੰਬਾ ਕਾੱਲਮ (column) ਡਾਈ (die) ਵਿਚੋਂ ਪ੍ਰੈੱਸ ਕਰਕੇ ਕਢਿਆ ਗਿਆ, ਜਿਸ ਨੂੰ ਤਾਰ ਨਾਲ ਇੱਟਾਂ ਵਿਚ ਕਟਿਆ ਗਿਆ। ਇਹ ਵਾਇਰ-ਕੱਟ ਪ੍ਰੋਸੈੱਸ (wire-cut process) ਕਹਾਉਂਦਾ ਹੈ।ਇਸ ਤੋਂ ਬਿਨਾਂ ਸੈਮੀ ਡ੍ਰਾਈ ਪ੍ਰੋਸੈੱਸ (semi dry process), ਸਟਿਫ ਪਲਾਸਟਿਕ ਪ੍ਰੋਸੈੱਸ (stiff platic process) ਅਤੇ ਫੁਲ ਪਲਾਸਟਿਕ ਪ੍ਰਾਸੈੱਸ (full plastic process) ਵਰਤੇ ਜਾਂਦੇ ਹਨ । ਕਈ ਜਗ੍ਹਾ ਹੱਥ ਨਾਲ ਵੀ ਇੱਟਾਂ ਘੜੀਆਂ ਜਾਂਦੀਆਂ ਹਨ।ਸਾਂਚਿਆਂ ਵਿਚੋਂ ਨਿਕਲਦੀਆਂ ਇੱਟਾਂ ਨਰਮ ਹੁੰਦੀਆਂ ਹਨ ਤੇ ਪਕਾਉਣ ਤੋਂ ਪਹਿਲਾਂ ਉਨ੍ਹਾਂ ਨੂੰ ਸੁਕਾਉਣਾਂ ਜ਼ਰੂਰੀ ਹੁੰਦਾ ਹੈ। ਇਹ ਇਸ ਲਈ ਵੀ ਜ਼ਰੂਰੀ ਹੁੰਦਾ ਹੈ ਕਿ ਭੱਠੇ ਦੇ ਉੱਚ ਤਾਪਮਾਨ ਵਿਚ ਸਿਧਿਆਂ ਪਾ ਦੇਣ ਨਾਲ ਪਾਣੀ ਦੇ ਇਕਦਮ ਉੱਡਣ ਕਰਕੇ ਇੱਟਾਂ ਵਿੰਗੀਆਂ ਟੇਢੀਆਂ ਹੋ ਜਾਂਦੀਆ ਹਨ । ਸ਼ੁਰੂ ਸ਼ੁਰੂ ਵਿਚ ਇੱਟਾਂ ਧੁੱਪੇ ਸੁਕਾਈਆਂ ਜਾਂਦੀਆਂ ਸਨ। ਪਰ ਇੰਜ ਜਗ੍ਹਾ ਬਹੁਤ ਚਾਹੀਦੀ ਹੈ ਤੇ ਸਮਾਂ ਕਾਫੀ ਖ਼ਰਚ ਹੁੰਦਾ ਹੈ। ਇਸ ਲਈ ਸੁਕਾਉਣ ਦੇ ਬਣਾਉਟੀ ਢੰਗ ਵਰਤੋਂ ਵਿਚ ਲਿਆਏ ਜਾਂਦੇ ਹਨ। 19ਵੀਂ ਸਦੀ ਵਿਚ ਹਾੱਟ ਫਲੋਰ ਡਰਾਇੰਗ (hot floor drying) ਸ਼ੁਰੂ ਕੀਤੀ ਗਈ। ਇਸ ਵਿਚ ਫ਼ਰਸ਼ (ਜਿਸ ਉੱਤੇ ਇੱਟਾਂ ਜੋੜੀਆਂ ਹੁੰਦੀਆਂ ਹਨ ) ਨੂੰ ਹੇਠੋਂ ਕੋਲੇ ਬਾਲ ਕੇ ਜਾਂ ਭਾਫ਼ ਨਾਲ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਸੀ। ਕਈ ਵਾਰ ਭੱਠੇ ਵਿਚੋਂ ਨਿਕਲਦੀਆਂ ਗੈਸਾਂ ਵੀ ਵਰਤੀਆਂ ਜਾਂਦੀਆ ਸਨ। ਇਸ ਢੰਗ ਵਿਚ ਸੁਧਾਰ ਕਰਕੇ ਟਨਲ ਡਰਾਇਅਰ (Tunnel dryer) ਬਣਾਇਆ ਗਿਆ। ਇਸ ਵਿਚ 0.56 ਵ. ਮੀ. ਦੀ 24.3–30.4 ਮੀ. ਲੰਬੀ ਟਨਲ ਹੁੰਦੀ ਹੈ ਜਿਸ ਵਿਚੋਂ ਟਰਾਲੀ ਤੇ ਰਖ ਕੇ ਗਿੱਲੀਆਂ ਇੱਟਾਂ ਗੁਜ਼ਾਰੀਆਂ ਜਾਂਦੀਆਂ ਹਨ ਅਤੇ ਗਰਮ ਹਵਾ ਲੰਘਾਈ ਜਾਂਦੀ ਹੈ। ਕਈ ਵਾਰ ਚੈਂਬਰ ਡਰਾਇਅਰ (Chamber dryer) ਵਰਤੇ ਜਾਂਦੇ ਹਨ, ਜਿਸ ਵਿਚ ਇੱਟਾਂ ਰੱਖ ਦੇਣ ਮਗਰੋਂ ਚੈਂਬਰ ਗਰਮ ਕੀਤੇ ਜਾਂਦੇ ਹਨ। ਇਹ ਚੈਂਬਰ ਭੱਠਿਆਂ ਦੇ ਉਪਰ ਕਤਾਰਾਂ ਵਿਚ ਬਣੇ ਹੁੰਦੇ ਹਨ।
ਭੱਠਾ – ਇੱਟਾਂ ਵਿਚ ਜਲਵਾਯੂ ਦੇ ਅਸਰ ਤੋਂ ਬਚਣ ਦੇ ਗੁਣ, ਤਾਕਤ, ਰੰਗ ਤੇ ਹੋਰ ਕਈ ਗੁਣ ਮਿੱਟੀ ਨੂੰ ਵਿਟਰੀਫਿ਼ਕੇਸ਼ਨ (Vitrification) ਤਾਪਮਾਨ ਤਕ ਗਰਮ ਕਰਨ ਆਉਂਦੇ ਹਨ । ਇਹ ਕਿਰਿਆ ਭੱਠੇ ਵਿਚ ਹੁੰਦੀ ਹੈ। ਕਈ ਕਿਸਮ ਦੇ ਭੱਠੇ ਹੁੰਦੇ ਹਨ। ਕੁਝ ਵਿਚ ਗਰਮ ਗੈਸਾਂ ਉਪਰ ਨੂੰ ਚੜ੍ਹਦੀਆਂ ਹੋਈਆਂ ਇੱਟਾਂ ਨੂੰ ਗਰਮ ਕਰਦੀਆ ਹਨ, ਜਦ ਕਿ ਕੁਝ ਵਿਚ ਇਹ ਹੇਠਾਂ ਨੂੰ ਆਉਂਦੀਆ ਹਨ। ਕੁਝ ਭੱਠਿਆਂ ਵਿਚ ਇੱਟਾਂ ਚਿਣ ਦਿੱਤੀਆਂ ਜਾਂਦੀਆ ਹਨ ਜਦੋਂ ਕਿ ਕੁਝ ਹੋਰ ਵਿਚ ਟਰਾਲੀਆਂ ਵਿਚ ਭਰ ਕੇ ਲੰਘਾਈਆਂ ਜਾਂਦੀਆਂ ਹਨ।ਭੱਠੇ ਮੁਖ ਤੌਰ ਤੇ ਦੋ ਸ਼੍ਰੇਣੀਆਂ ਵਿਚ ਵੰਡੇ ਜਾਂਦੇ ਹਨ :1. ਅੰਤਰਾਇਕ ਭੱਠੇ (Intermittent Kilns)2. ਅਵਿਰਾਮੀ ਭੱਠੇ (Continuous Kilns)1. ਅੰਤਰਾਇਕ ਭੱਠੇ- ਇਸ ਸ਼੍ਰੇਣੀ ਵਿਚ ਹੇਠ ਦਿੱਤੇ ਭੱਠੇ ਆਉਂਦੇ ਹਨ :-(ੳ) ਅਪ-ਪ੍ਰਵਾਹ ਭੱਠਾ (Updraft Kiln) - ਇਹ ਛੋਟੇ ਭੱਠੇ ਪਹਿਲਾਂ ਪ੍ਰਚਲਿਤ ਹੋਏ। ਇਨ੍ਹਾਂ ਵਿਚ ਹੇਠਾਂ ਲੱਕੜ ਜਾਂ ਕੋਲਾ ਬਾਲਿਆ ਜਾਂਦਾ ਹੈ । ਇਹ ਉਪਰੋਂ ਖੁੱਲ੍ਹੇ ਚਿਮਨੀਨੁਮਾ ਹੁੰਦੇ ਹਨ। ਇਨ੍ਹਾਂ ਵਿਚ ਬਾਲਣ ਦੀ ਖਪਤ ਜ਼ਿਆਦਾ ਹੁੰਦੀ ਹੈ ਤੇ ਨਿਯੰਤਰਨ ਔਖਾ ਹੁੰਦਾ ਹੈ।(ਅ) ਨਿਮਨ-ਪ੍ਰਵਾਹ ਭੱਠਾ (Downdraft Kiln) – ਇਹ ਵਿਕਾਸ ਦੀ ਅਗਲੀ ਕੜੀ ਹੈ । ਕੁਝ ਭੱਠੇ ਗੋਲ ਹੁੰਦੇ ਹਨ, ਜਿਨ੍ਹਾਂ ਦੀ ਛੱਤ ਗੁੰਬਦਦਾਰ (domed) ਹੁੰਦੀ ਹੈ ਅਤੇ ਕੁਝ ਭੱਠੇ ਆਇਤਾਕਾਰ ਹੁੰਦੇ ਹਨ ਜਿਨ੍ਹਾਂ ਦੀ ਛੱਤ ਡਾਟਦਾਰ (arched) ਹੁੰਦੀ ਹੈ। ਭਾਵੇਂ ਤਾਪ-ਪ੍ਰਚਲਿਤ (heat recovery) ਨਾ ਹੋਣ ਕਰਕੇ ਸੁਯੋਗਤਾ ਜ਼ਿਆਦਾ ਨਹੀਂ ਹੁੰਦੀ ਪਰ ਚੈਂਬਰ ਵਿਚ ਤਾਪ ਵਿਤਰਨ ਪ੍ਰਬੰਧ ਹੋਣ ਕਰਕੇ ਇੱਟਾਂ ਚੰਗੀ ਕਿਸਮ ਦੀਆਂ ਬਣਦੀਆਂ ਹਨ।(ੲ) ਕਲੈਂਪ ਬਰਨਿੰਗ (Clamp Burning) – ਇਸ ਭੱਠੇ ਦਾ ਵਿਕਾਸ 19ਵੀਂ ਸਦੀ ਵਿਚ ਹੋਇਆ ਇਸ ਵਿਚ ਨੇੜੇ ਨੇੜੇ ਕਰਕੇ ਇੱਟਾਂ ਦੇ ਢੇਰ ਲਗਾਏ ਜਾਂਦੇ ਹਨ । ਇਨਾਂ ਦੀ ਸਮਰਥਾ ਇਕ ਤੋਂ ਦਸ ਲੱਖ ਤਕ ਹੁੰਦੀ ਹੈ ਤੇ ਉਚਾਈ 3 ਮੀ. ਤੋਂ 3.9 ਮੀ. ਤਕ । ਇੱਟਾਂ ਦੀਆ ਤਹਿਆਂ ਵਿਚ ਬਾਲਣ ਵਿਛਾਇਆ ਜਾਂਦਾ ਹੈ ਤੇ ਅੱਗ ਬਾਲ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ ਪਰ ਇਸ ਦੀ ਕਿਰਿਆ ਮੌਸਮ ਤੇ ਆਧਾਰਿਤ ਹੋਣ ਕਰਕੇ ਇੱਟਾਂ ਜ਼ਿਆਦਾ ਖ਼ਰਾਬ ਹੁਦੀਆਂ ਹਨ।2. ਅਵਿਰਾਮੀ ਭੱਠੇ- ਜ਼ਿਆਦਾਤਰ ਉੱਚ ਤਾਪ-ਸਹਿ (refractory) ਇੱਟਾਂ ਨਿਮਨ ਭੱਠਿਆਂ ਵਿਚ ਬਣਦੀਆਂ ਹਨ :(ੳ) ਹੌਫਮੈਨ ਭੱਠਾ (Hoffman Kiln) - ਇਸ ਵਿਚ ਇਕ ਲੜੀਵਾਰ ਟਨਲ ਹੁੰਦੀ ਹੈ ਪਰ ਅੱਜਕੱਲ੍ਹ ਟਨਲ ਦੀ ਜਗ੍ਹਾ ਚੈਂਬਰਾ ਦੀ ਕਤਾਰ ਹੁੰਦੀ ਹੈ ਜਿੰਨਾਂ ਦੀ ਚੌੜਾਈ 4.5 ਮੀ. ਤੇ ਲੰਬਾਈ 24.3 ਮੀ. ਹੁੰਦੀ ਹੈ। ਆਮ ਤੌਰ ਤੇ 16 ਚੈਂਬਰ (smoke chamber) ਹੁੰਦਾ ਹੈ। ਹਵਾ ਦਾਖ਼ਲ ਹੋਣ ਮਗਰੋਂ ਚੈਂਬਰਾਂ ਦੇ ਵਿਚਾਲਿਓਂ ਲੰਘਦੀ ਗਰਮ ਹੋ ਜਾਂਦੀ ਹੈ । ਇੰਜ ਤਾਪ-ਪ੍ਰਤਿਲਾਭ (heat recovery) ਹੋ ਜਾਂਦਾ ਹੈ ਤੇ ਸੁਯੋਗਤਾ ਵੱਧ ਜਾਂਦੀ ਹੈ।(ਅ) ਟਨਲ ਭੱਠਾ (Tunnel Kiln) - ਇਸ ਵਿਚ ਇਕ 91.4 ਮੀ. ਲੰਬੀ ਟਨਲ ਹੁੰਦੀ ਹੈ, ਜਿਸ ਦਾ ਤਾਪ-ਜ਼ੋਨ (heat – zone) ਵਿਚਾਲੇ ਹੁੰਦਾ ਹੈ। ਇੱਟਾਂ ਟਰਾਲੀਆਂ ਵਿਚ ਭਰ ਕੇ ਟਨਲ ਵਿਚਲੀ ਰੇਲ ਉੱਤੋਂ ਗੁਜ਼ਾਰੀਆਂ ਜਾਂਦੀਆ ਹਨ। ਟਰਾਲੀ ਦੀ ਗਤੀ ਇਤਨੀ ਹੁੰਦੀ ਹੈ ਕਿ ਉਹ ਟਨਲ ਵਿਚ 50 ਘੰਟੇ ਰਹਿੰਦੀ ਹੈ।ਪੱਛਮੀ ਮੁਲਕਾਂ ਵਿਚ ਤਾਂ ਹੁਣ ਇਤਨਾ ਮਸ਼ੀਨੀਕਰਨ ਹੋ ਗਿਆ ਹੈ ਕਿ ਮਿੱਟੀ ਪੁੱਟਣ ਤੋਂ ਲੈ ਕੇ ਇੱਟਾਂ ਲੱਦਣ ਤਕ ਦਾ ਕੰਮ, ਮਸ਼ੀਨਾਂ ਨਾਲ ਹੁੰਦਾ ਹੈ।
ਇੱਟਾਂ ਦੀ ਉਸਾਰੀ (Brick Work) – ਉਸਾਰੀ ਦੇ ਕੰਮਾਂ ਵਿਚ ਸ਼ੁਰੂ ਤੋਂ ਹੀ ਪੱਥਰ ਜਾਂ ਇੱਟਾਂ ਦੀ ਵਰਤੋਂ ਹੁੰਦੀ ਰਹੀ ਹੈ । ਸ਼ੁਰੂ ਸ਼ੁਰੂ ਵਿਚ ਇੱਟਾਂ ਦਾ ਪ੍ਰਯੋਗ ਉਸ ਜਗ੍ਹਾ ਹੁੰਦਾ ਸੀ ਜਿਥੇ ਕਿ ਨੇੜੇ ਤੇੜੇ ਪੱਥਰ ਨਹੀਂ ਸੀ ਮਿਲਦਾ ਪਰ ਪੱਥਰ ਦੇ ਕੰਮ ਜਿਤਨਾ ਮਜ਼ਬੂਤ ਹੁੰਦਿਆਂ ਹੋਇਆਂ ਵੀ ਮੁਕਾਬਲਤਨ ਆਸਾਨ ਹੋਣ ਕਰਕੇ ਹੌਲੇ ਹੌਲੇ ਇੱਟਾ ਦਾ ਕੰਮ ਜ਼ਿਆਦਾ ਪ੍ਰਚਲਿਤ ਹੋ ਗਿਆ। ਇੱਟ ਇਮਾਰਤ ਦਾ ਬਣਿਆ ਬਣਾਇਆ (prefabricated) ਸਭ ਤੋਂ ਪਹਿਲਾ ਹਿੱਸਾ ਸੀ । ਦੁਨੀਆ ਦੇ ਹਰ ਹਿੱਸੇ ਵਿਚ ਇਤਿਹਾਸ ਦੇ ਸ਼ੁਰੂ ਤੋਂ ਹੀ ਇੱਟਾਂ ਦੇ ਕੰਮ ਦੇ ਸਬੂਤ ਮਿਲਦੇ ਹਨ।ਇੱਟ ਦੇ ਆਕਾਰ ਦਾ ਅਨੁਪਾਤ ਹੁੰਦਾ ਹੈ । ਸਾਡੇ ਦੇਸ਼ ਵਿਚ ਪ੍ਰਚਲਿਤ ਆਕਾਰ 7.6 ਸੈਂ.ਮੀ. x 11.4 ਸੈ . ਮੀ. x 22.9 ਸੈ. ਮੀ. ਹੈ।ਇੱਟਾਂ ਵਿਚਾਲੇ ਜੋੜ ਦੀ ਮੋਟਾਈ, ਕੰਮ ਦੀ ਜ਼ਰੂਰਤ ਅਤੇ ਲੋੜੀਂਦੇ ਪ੍ਰਭਾਵ ਉੱਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ। ਆਮ ਤੌਰ ਤੇ ਇਹ 1.8 ਸੈਂ . ਮੀ . ਤੋ਼ 2.2 ਸੈਂ . ਮੀ. ਹੁੰਦੀ ਹੈ ਪਰ ਸਾਫ਼ ਕੰਮ ਵਿਚ ਇਹ 0.3 ਸੈਂ. ਮੀ. ਤਕ ਵੀ ਹੋ ਸਕਦੀ ਹੈ । ਜੋੜ ਦੀ ਮੋਟਾਈ, ਇੱਟ ਦੀਆਂ ਕੋਰਾਂ ਦੀ ਸਫ਼ਾਈ ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ ਪਰ ਪਤਲੇ ਜੋੜ ਨਾਲੋਂ ਮੋਟੇ ਜੋੜ ਦੇ ਲੀਕ ਹੋਣ ਦਾ ਜ਼ਿਅਦਾ ਖ਼ਤਰਾ ਹੁੰਦਾ ਹੈ।ਕੰਧਾਂ ਵਿਚ ਸਥਿਰਤਾ ਲਿਆਉਣ ਲਈ ਜ਼ਰੂਰੀ ਹੈ ਕਿ ਵੱਖ ਵੱਖ ਇੱਟਾਂ ਆਪਸ ਵਿਚ ਜੁੜੀਆਂ ਰਹਿਣ ਤਾਂ ਜੋ ਸਾਰੀ ਕੰਧ ਇਕਾਈ ਵਜੋਂ ਕੰਮ ਕਰ ਸਕੇ। ਖੜਵਾਂ (vertical) ਭਾਰ ਪੈਣ ਨਾਲ ਕੰਧ ਵਿਚਲੇ ਜੋੜਾਂ ਦੇ ਖੁਲ੍ਹਣ ਦਾ ਖ਼ਤਰਾ ਹੁੰਦਾ ਹੈ। ਵੱਖ-ਵੱਖ ਚਾਲਾਂ ਵਰਤ ਕੇ ਇਨ੍ਹਾਂ ਜੋੜਾਂ ਨੂੰ ਟੁੱਟਵੇਂ (scattered) ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ । ਇਹ ਮਿੱਥ ਲਿਆ ਗਿਆ ਹੈ ਕਿ ਜੋੜ (ਭਾਂਵੇ ਗਾਰੇ ਦਾ ਹੋਵੇ ਤੇ ਭਾਵੇਂ ਮਸਾਲੇ ਦਾ) ਇੱਟ ਤੋਂ ਕਮਜ਼ੋਰ ਹੁੰਦਾ ਹੈ । ਇਹ ਯਾਦ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਦੀਵਾਰ ਵਿਚ ਲੰਬੇ ਦਾਅ ਰੱਖੀ ਇੱਟ ਨੂੰ ''ਬਾਹੀ'' ਕਹਿੰਦੇ ਹਨ ਤੇ ਦੀਵਾਰ ਦੀ ਮੋਟਾਈ ਰੁਖ ਰੱਖੀ ਇੱਟ ਨੂੰ ''ਸੇਰੂ'' । ਇੱਟ ਦੇ ਲੰਬੇ ਦਾਅ ਕੀਤੇ ਦੋ ਟੁਕੜਿਆਂ ਨੂੰ ''ਕੱਤਲ'' ਅਤੇ ਚੌੜਾਈ ਰੁਖ ਕੀਤੇ ਦੋ ਹਿੱਸਿਆਂ ਨੂੰ ''ਅੱਧੇ'' ਕਹਿੰਦੇ ਹਨ। ''ਕੱਤਲ'' ਦੇ ਅੱਧੇ ਹਿਸੇ ਨੂੰ ''ਰੋੜਾ'' ਕਹਿੰਦੇ ਹਨ । ਆਮ ਵਰਤੋਂ ਵਿਚ ਆਉਂਦੀਆਂ ਕੁਝ ਚਾਲਾਂ ਦਾ ਵਿਵਰਣ ਹੇਠਾਂ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ।ਅੰਗ੍ਰੇਜ਼ੀ ਢੰਗ – ਇਸ ਢੰਗ ਵਿਚ ਬਾਹਰੋਂ ਵੇਖਿਆਂ ਹਰ ਰਦੇ ਵਿਚ ਜਾਂ ਤਾਂ ਸਿਰਫ਼ ਬਾਹੀ ਜਾਂ ਸਿਰਫ਼ ਸੇਰੂ ਦਿਸਦੇ ਹਨ। ਬਾਹੀ ਅਤੇ ਸੇਰੂ ਵਾਲੇ ਰਦੇ ਇਕ ਦੇ ਉਪਰ ਦੂਜੇ ਦੇ ਰੂਪ ਵਿਚ ਵਾਰੀ ਵਾਰੀ ਤੁਰੇ ਆਉਂਦੇ ਹਨ। ਇਸ ਢੰਗ ਨਾਲ ਇਕ ਇੱਟ ਦੀ ਕੰਧ 22.9 ਸੈਂ. ਮੀ. ਮੋਟੀ ਜਾਂ ਡੇਢ ਇੱਟ ਦੀ ਕੰਧ 34.2 ਸੈਂ. ਮੀ. ਮੋਟੀ ਬਣ ਸਕਦੀ ਹੈ।ਦੋਹਰਾ ਫਲੇਮਿਸ਼ (Flemish) ਢੰਗ – ਇਸ ਢੰਗ ਵਿਚ ਹਰ ਰਦੇ ਵਿਚ ਬਾਹੀ ਤੇ ਸੇਰੂ ਇਕ ਦੇ ਬਾਅਦ ਦੂਜਾ ਕਰਕੇ ਆਉਂਦੇ ਹਨ। ਦੀਵਾਰ ਦੇ ਦੋਹਾਂ ਪਸਿਆਂ ਤੋਂ ਅਜਿਹਾ ਹੀ ਵਿਖਾਈ ਦਿੰਦਾ ਹੈ। ਇਸ ਢੰਗ ਨਾਲ ਇਕ ਇੱਟ ਦੀ ਕੰਧ ਹੀ ਬਣ ਸਕਦੀ ਹੈ । ਭਾਵੇਂ ਇਹ ਢੰਗ ਅੰਗਰੇਜ਼ੀ ਢੰਗ ਨਾਲੋਂ ਘੱਟ ਮਜ਼ਬੂਤ ਹੈ ਪਰ ਇਸ ਤਰ੍ਹਾਂ ਜ਼ਿਆਦਾ ਪੱਧਰੀ ਕੰਧ ਬਣਦੀ ਹੈ।ਇਕਹਿਰਾ ਫਲੇਮਿਸ਼ ਢੰਗ – ਮਕਾਨ ਦੇ ਬਾਹਰੋਂ ਵੇਖਿਆਂ ਹਰ ਰਦੇ ਵਿਚ ਬਾਹੀ ਤੇ ਸੇਰੂ ਇਕ ਦੂਜੇ ਦੇ ਮਗਰੋਂ ਤੁਰੇ ਆਉਂਦੇ ਹਨ ਪਰ ਅੰਦਰੋਂ ਕੰਧ ਅੰਗਰੇਜ਼ੀ ਢੰਗ ਨਾਲ ਚਿਣੀ ਹੋਈ ਦਿਸਦੀ ਹੈ।ਸਿਰਫ਼ ਬਾਹੀ - ਕੁਝ ਕੰਧਾਂ ਹਰ ਰਦੇ ਵਿਚ ਸਿਰਫ਼ ਬਾਹੀ ਰਖ ਕੇ ਹੀ ਬਣਾਈਆਂ ਜਾਂਦੀਆਂ ਹਨ। ਖਿ਼ਆਲ ਰਖਿਆ ਜਾਂਦਾ ਹੈ ਕਿ ਇਕ ਰਦੇ ਵਿਚਾਲੇ ਜੋੜਾਂ ਨੂੰ ਦੂਜੇ ਰਦੇ ਵਿਚ ਢਕ ਲਿਆ ਜਾਵੇ। ਅਜਿਹੀ ਕੰਧ ਅੱਧੀ ਇੱਟ ਦੀ (11.4 ਸੈਂ.ਮੀ. ਮੋਟੀ ) ਹੁੰਦੀ ਹੈ ਤੇ ਇਸ ਨੂੰ ''ਪਰਦਾ'' ਕਹਿੰਦੇ ਹਨ। ਜੇ ਬਾਹੀ ਖੜੇ ਰੁਖ ਲਗਾਈ ਜਾਵੇ ਤਾ ਉਸ ਨੂੰ ''ਤੇਗਾ'' ਕਹਿੰਦੇ ਹਨ। ਇਸ ਦੀ ਮੋਟਾਈ 7.6 ਸੈਂ. ਮੀ. ਹੁੰਦੀ ਹੈ।ਸਿਰਫ਼ ਸੇਰੂ – ਹਰ ਰਦੇ ਵਿਚ ਕੇਵਲ ਸੇਰੂ ਹੀ ਲਗਾਏ ਜਾਂਦੇ ਹਨ। ਮਹਿਰਾਬਦਾਰ ਚਿਣਾਈ, ਦੀਵਾਰ ਦਾ ਪੈਰ, ਛੱਜ, ਕਾਰਨਿਸ ਆਦਿ ਦੇ ਕੰਮ ਲਈ ਇਸ ਤਰਾਂ ਹੀ ਚਿਣਾਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਜ਼ਿਆਦਾ ਮਜ਼ਬੂਤੀ ਲਈ ਸੇਰੂ ਖੜ੍ਹੇ ਦਾਅ ਲਗਾਏ ਜਾਂਦੇ ਹਨ।
ਬਗ਼ੀਚੇ ਜਾਂ ਹਾਤੇ ਦੀ ਕੰਧ – ਅਜਿਹੇ ਕੰਧਾਂ ਵਿਚ ਤਿੰਨ ਬਾਹੀਆਂ ਦੀ ਬਗਲ ਵਿਚ ਇਕ ਸ਼ੇਰੂ ਹੁੰਦਾ ਹੈ। ਅਜਿਹੀ ਚਿਣਾਈ ਵਿਚ ਖਾਂਚਾ (interlocking) ਘੱਟ ਮਜ਼ਬੂਤ ਹੋਣ ਕਰਕੇ ਦੀਵਾਰ ਦੀ ਤਾਕਤ ਘੱਟ ਹੁੰਦੀ ਹੈ ਪਰ ਕਿਉਂਜੋ ਇਹੋ ਜਿਹੀ ਕੰਧ ਤੇ ਭਾਰ ਨਹੀ ਪੈਦਾ ਇਸ ਲਈ ਇਹ ਬੱਚਤ ਵਾਲਾ ਢੰਗ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।ਚਿਣਾਈ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਪਦਾਰਥ ਦਾ ਸਭ ਤੋਂ ਵੱਡਾ ਗੁਣ ਸੁਕਾਰਜਤਾ (workability) ਹੁੰਦਾ ਹੈ। ਸਾਧਾਰਣ ਚਿਣਾਈ ਲਈ ਚੀਕਣੀ ਮਿੱਟੀ ਵਿਚ ਲੋੜੀਂਦੀ ਮਿਕਦਾਰ ਵਿਚ ਪਾਣੀ ਪਾ ਕੇ ਗਾਰਾ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ। ਪਰ ਜ਼ਰੂਰਤ ਇਹ ਹੈ ਕਿ ਜੋੜ ਦੀ ਤਾਕਤ ਘੱਟੋ ਘੱਟ ਇੱਟ ਦੀ ਤਾਕਤ ਦੇ ਬਰਾਬਰ ਹੋਵੇ। ਇਸ ਕੰਮ ਲਈ ਮਸਾਲਾ (mortar) ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਪਹਿਲਾਂ ਅਣਬੂਝੇ ਚੂਨੇ ਨੂੰ ਬੁਝਾ ਕੇ ਉਸ ਵਿਚ ਸੁਰਖ਼ੀ ਜਾਂ ਰੇਤ ਪਾ ਕੇ ਮਸਾਲਾ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਸੀ। ਸੀਮਿੰਟ ਦੇ ਅਵਿਸ਼ਕਾਰ ਨਾਲ ਇਕ ਨਵੇਂ ਯੁੱਗ ਦਾ ਆਰੰਭ ਹੋਇਆ ਪਰ ਇਸ ਨਾਲ ਚੂਨੇ ਤੇ ਰੇਤ ਦੀ ਜ਼ਰੂਰਤ ਖ਼ਤਮ ਨਹੀਂ ਹੋਈ। ਸੀਮਿੰਟ ਸਿਰਫ਼ ਉਥੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ ਜਿਥੇ ਜ਼ਿਆਦਾ ਤਾਕਤ ਚਾਹੀਦੀ ਹੋਵੇ। ਆਮ ਤੌਰ ਤੇ ਚਿਣਾਈ ਦੀ ਜ਼ਰੂਰਤ ਮੁਤਾਬਕ ਸੀਮਿੰਟ ਵਿਚ ਰੇਤ ਮਿਲਾ ਕੇ ਮਸਾਲਾ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ।ਛੇਤੀ ਸ਼ਖ਼ਤ ਹੋਣ ਤੋਂ ਰੋਕਣ ਲਈ ਕਈ ਵਾਰ ਚੂਨਾ ਪਾ ਲਿਆ ਜਾਂਦਾ ਹੈ। ਚਿਣਾਈ ਦੇ ਕੁਲ ਆਇਤਨ ਦਾ ਇਕ ਚੌਥਾਈ ਤੋਂ ਇਕ ਤਿਹਾਈ ਤਕ ਮਸਾਲਾ ਹੁੰਦਾ ਹੈ।ਮਜ਼ਬੂਤ ਚਿਣਾਈ ਲਈ ਇੱਟਾਂ ਵਿਚਲੇ ਜੋੜ ਚੰਗੀ ਤਰਾਂ ਮਸਾਲੇ ਨਾਲ ਭਰਨੇ ਚਾਹੀਦੇ ਹਨ। ਇਹ ਕੰਮ ਲਈ ਮਿਸਤਰੀ ਵੱਖ ਵੱਖ ਤਰੀਕੇ ਵਰਤਦੇ ਹਨ। ਨਵਾਂ ਰਦਾ ਲਾਉਣ ਤੋਂ ਪਹਿਲਾਂ ਉਤਨਾ ਹੀ ਮਸਾਲਾ ਵਿਛਾਉਣਾ ਚਾਹੀਦਾ ਹੈ ਜਿੰਨਾ ਸੁੱਕਣ ਤੋਂ ਪਹਿਲਾਂ ਵਰਤਿਆ ਜਾ ਸਕੇ। ਰੱਖਣ ਤੋ ਪਹਿਲਾਂ ਹਰ ਇੱਟ ਦੇ ਸਿਰੇ ਤੇ ਮਸਾਲਾ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ ਤੇ ਰੱਖਣ ਮਗਰੋਂ ਹਲਕਾ ਜਿਹਾ ਠੋਕਿਆ ਜਾਂਦਾ ਹੈ। ਕਈ ਵਾਰ ਖੱਡਾਂ ਬੰਦ ਕਰਨ ਵੇਲੇ ਮਸਾਲਾ ਜ਼ੋਰ ਦੀ ਸੁੱਟ ਕੇ ਇੱਟ ਠੋਕੀ ਜਾਂਦੀ ਹੈ ਤਾਂ ਜੋ ਮਸਾਲਾ ਸਾਰੇ ਜੋੜਾਂ ਵਿਚ ਫੈਲ ਜਾਵੇ ਪਰ ਇੱਟ ਰੱਖ ਦੇਣ ਤੋਂ ਬਾਅਦ ਮਸਾਲਾ ਭਰਨ ਨਾਲ ਕਈ ਥਾਵਾਂ ਖਾਲੀ ਰਹਿ ਜਾਂਦੀਆਂ ਹਨ। ਜ਼ਿਆਦਾ ਮਜ਼ਬੂਤੀ ਲਈ ਇੱਟਾਂ ਨੂੰ ਚਿਣਾਈ ਤੋਂ ਪਹਿਲਾਂ ਤਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਕੰਮ ਦੇ ਦੌਰਾਨ ਮਸਾਲਾ ਖੁਸ਼ਕ ਨਾ ਹੋ ਜਾਵੇ।ਕੰਧ ਦੀ ਸੇਧ ਲਈ ਸਪਿਰਿਟ ਲੈਵਲ (spirit level) ਤੇ ਸਾਹਲ (plumb bob) ਵਰਤੇ ਜਾਂਦੇ ਹਨ । ਕੋਨਿਆਂ ਦੀਆਂ ਇੱਟਾਂ ਸਾਹਲ ਨਾਲ ਠੀਕ ਕਰਨ ਮਗਰੋ ਲੈਵਲ ਵੇਖ ਕੇ ਸੂਤ ਖਿਚਿਆ ਜਾਂਦਾ ਹੈ। ਬਾਕੀ ਦੀਆਂ ਇੱਟਾ ਸੂਤ ਨਾਲ ਸਿੱਧੀਆਂ ਚਿਣੀਆਂ ਜਾਂਦੀਆ ਹਨ । ਇੰਜ ਕੰਧ ਦੀ ਪੱਧਰ ਕਾਇਮ ਰੱਖੀ ਜਾਂਦੀ ਹੈ।ਇੱਟ ਦੇ ਕੰਮ ਵਿਚ ਤਰਤੀਬ ਤੇ ਇਕਸਾਰਤਾ ਇੱਟ ਦੀ ਕੋਰ ਠੀਕ ਹੋਣ ਤੇ ਹੀ ਨਹੀਂ ਸਗੋਂ ਜੋੜ ਦੇ ਮਾਪ ਤੇ ਵੀ ਨਿਰਭਰ ਕਰਦੀ ਹੈ। ਜੇ ਹਰ ਇਕ ਰਦੇ ਵਿਚਾਲੇ ਮਸਾਲੇ ਦੀ ਉਚਾਈ ਆਪਸ ਵਿਚ ਮੇਲ ਨਹੀਂ ਖਾਵੇਗੀ ਤਾਂ ਕੇਵਲ ਇੱਟਾਂ ਦੀ ਸਿਧਾਈ ਨਾਲ ਕੰਮ ਨਹੀ ਸਰੇਗਾ। ਜੋੜ ਦੀ ਮੋਟਾਈ ਤੇ ਕੰਟਰੋਲ ਰਖਣ ਲਈ ਚਾਰ ਰਦਿਆਂ ਦੀ ਉਚਾਈ ਸ਼ੁਰੂ ਵਿਚ ਹੀ ਮਿੱਥ ਲਈ ਜਾਂਦੀ ਹੈ। ਆਮ ਤੌਰ ਤੇ ਇਹ 30.5 ਸੈਂ. ਮੀ. ਹੁੰਦੀ ਹੈ।
ਖੋਖਲੀ ਦੀਵਾਰ (Cavity Wall) – ਇੱਟਾਂ ਦੀ ਦੀਵਾਰ ਲੀਕ ਪਰੂਫ ਨਹੀ ਹੁੰਦੀ। ਇਸ ਲਈ ਖੋਖਲੀ ਦੀਵਾਰ ਦਾ ਡਿਜਾਈਨ ਬਣਾਇਆ ਗਿਆ। ਇਸ ਵਿਚ ਦੋ ਬਾਹੀਆਂ ਨਾਲੋ ਨਾਲ 5.1 ਸੈਂ. ਮੀ. ਦੀ ਵਿੱਥ ਦੇ ਚਿਣੀਆਂ ਜਾਂਦੀਆਂ ਹਨ ਤਾਂ ਜੋ ਦੀਵਾਰ ਦੀ ਮੋਟਾਈ 25.4 ਸੈਂ. ਮੀ.-30.5 ਸੈਂ. ਮੀ. ਹੋ ਜਾਵੇ। ਖਾਲੀ ਵਿੱਥ ਦੇ ਦੁਆਲੇ ਦੋਹਾਂ ਬਾਹੀਆਂ ਨੂੰ ਜੋੜਨ ਲਈ ਧਾਤ ਦੀਆਂ ਸੀਖਾਂ (ties) ਲਗਾਈਆਂ ਜਾਂਦੀਆ ਹਨ। ਚਿਣਾਈ ਵੇਲੇ ਖਿ਼ਆਲ ਰਖਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਇਸ ਵਿਚ ਮਸਾਲਾ ਨਾ ਡਿੱਗੇ ਨਹੀਂ ਤਾਂ ਵਿੱਥ ਰੱਖਣ ਦਾ ਸਾਰਾ ਲਾਭ ਖ਼ਤਮ ਹੋ ਜਾਵੇਗਾ। ਕਈ ਵਾਰ ਵਿਚ ਰੋਧਕ ਪਦਾਰਥ (insulating material) ਭਰ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ। ਇੰਜ ਕਰਨ ਨਾਲ ਇਮਾਰਤ ਉੱਤੇ ਨਮੀ, ਗਰਮੀ ਅਤੇ ਸਰਦੀ ਦਾ ਪ੍ਰਭਾਵ ਨਹੀਂ ਪੈਦਾ।ਜ਼ਿਆਦਾ ਮਜ਼ਬੂਤੀ ਲਈ ਇੱਟਾਂ ਦੇ ਕੰਮ ਦਾ ਪ੍ਰਬਲੀਕਰਨ (inforcement) ਕਰ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ ਪਰ ਇਸ ਦਾ ਪ੍ਰਯੋਗ ਸਿਰਫ਼ ਖ਼ਾਸ ਹਾਲਤਾਂ ਵਿਚ ਹੀ ਹੋ ਸਕਦਾ ਹੈ। ਇਸ ਤਰਾਂ ਦੀ ਇਮਾਰਤ ਭੁਚਾਲ ਦੇ ਨਜ਼ਰੀਏ ਤੋਂ ਪ੍ਰਬਲਿਤ ਕੰਕਰੀਟ ਦੀ ਇਮਾਰਤ ਨਾਲੋਂ ਜ਼ਿਆਦਾ ਮਜਬੂਤ ਹੁੰਦੀ ਹੈ।ਵਧਦੇ ਮਸ਼ੀਨੀਕਰਨ ਨਾਲ ਇੱਟਾਂ ਦੇ ਕੰਮ ਵਿਚ ਕਾਰੀਗਰੀ ਘਟਦੀ ਜਾ ਰਹੀ ਹੈ। ਫਿਰ ਵੀ ਕਈ ਥਾਵਾਂ ਤੇ ਸੁੰਦਰ ਉਸਰੀ ਕੀਤੀ ਮਿਲ ਹੀ ਜਾਂਦੀ ਹੈ।
ਲੇਖਕ : ਭਾਸ਼ਾ ਵਿਭਾਗ ਪੰਜਾਬ,
ਸਰੋਤ : ਪੰਜਾਬੀ ਵਿਸ਼ਵ ਕੋਸ਼–ਜਿਲਦ ਤੀਜੀ, ਭਾਸ਼ਾ ਵਿਭਾਗ ਪੰਜਾਬ, ਹੁਣ ਤੱਕ ਵੇਖਿਆ ਗਿਆ : 8726, ਪੰਜਾਬੀ ਪੀਡੀਆ ਤੇ ਪ੍ਰਕਾਸ਼ਤ ਮਿਤੀ : 2015-08-24, ਹਵਾਲੇ/ਟਿੱਪਣੀਆਂ: no
ਇੱਟ ਸਰੋਤ :
ਪੰਜਾਬੀ ਕੋਸ਼ ਜਿਲਦ ਪਹਿਲੀ (ੳ ਤੋਂ ਕ)
ਇੱਟ, ਇਸਤਰੀ ਲਿੰਗ : ੧. ਆਵੇ ਵਿਚ ਪੱਕੀ ਹੋਈ ਮਿੱਟੀ ਜਿਸ ਨੂੰ ਪਹਿਲੇ ਸੰਚੇ ਵਿੱਚ ਪੱਥ ਕੇ ਅਕਸਰ ਚੌਰਸ ਬਣਾ ਲੈਂਦੇ ਹਨ, ਇਹ ਕੰਧਾਂ ਦੀ ਉਸਾਰੀ ਵਿਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ; ੨. ਸੋਨੇ ਚਾਂਦੀ ਆਦਿ ਧਾਤਾਂ ਦੀ ਚੌਰਸ ਟਿੱਕੀ; ੩. ਤਾਸ਼ ਦੇ ਚਹੁੰ ਰੰਗਾਂ ਵਿੱਚੋਂ ਚੌਰਸ ਟਿਮਕਣਿਆਂ ਵਾਲਾ ਇੱਕ ਰੰਗ ੪. ਬੁਨਿਆਦੀ ਪੱਥਰ
–ਇੱਟ ਉਸਾਰੀ, ਇਸਤਰੀ ਲਿੰਗ : ਇੱਟਾਂ ਨਾਲ ਉਸਾਰਿਆ ਹੋਇਆ ਮਕਾਨ, ਇੱਟਾਂ ਦੀ ਬਣੀ ਹੋਈ ਇਮਾਰਤ
–ਇੱਟ ਇੱਟ ਹੋ ਜਾਣਾ, ਮੁਹਾਵਰਾ : ਢਹਿ ਢੇਰੀ ਹੋਣਾ, ਬਰਬਾਦ ਹੋ ਜਾਣਾ
–ਇੱਟ ਇੱਟ ਕਰ ਦੇਣਾ, ਮੁਹਾਵਰਾ : ਤਬਾਹ ਕਰ ਦੇਣਾ, ਢਾਹ ਦੇਣਾ
–ਇੱਟ ਸਿੱਟ, ਇਸਤਰੀ ਲਿੰਗ : ਇਕ ਤਰ੍ਹਾਂ ਦੀ ਸਲੂਣੀ ਬੂਟੀ ਜੋ ਧਰਤੀ ਤੇ ਵਿਛੀ ਹੁੰਦੀ ਹੈ
–ਇੱਟ ਖੜਕਾਉ, ਪੁਲਿੰਗ : ਇਕ ਖੇਡ
–ਇੱਟ ਖੜੱਕਾ, ਇੱਟ ਖੜਿੱਕਾ, ਪੁਲਿੰਗ : ਲੜਾਈ ਝਗੜਾ, ਖਹਿ ਖਹੇੜ, ਟੰਟਾ, ਫਸਾਦ, ਬੋਲ ਬੁਲਾਰਾ, ਟੋਕਾ ਟੋਕੀ (ਲਾਗੂ ਕਿਰਿਆ : ਲਾਉਣਾ, ਲਾਈ ਰੱਖਣਾ)
–ਇੱਟ ਘੜੇ ਦਾ ਵੈਰ, ਅਖੌਤ : ਬੜੀ ਭਾਰੀ ਦੁਸ਼ਮਣੀ, ਸਦਾ ਦਾ ਵੈਰ, ਸੁਭਾਵਕ ਵੈਰ
–ਇੱਟ ਚੁੱਕਦੇ ਨੂੰ ਪੱਥਰ ਚੁੱਕਣਾ, ਇੱਟ ਦਾ ਜਵਾਬ ਪੱਥਰ ਨਾਲ ਦੇਣਾ, ਮੁਹਾਵਰਾ : ਕਿਸੇ ਦੀ ਵਧੀਕੀ ਅੱਗੇ ਨਾ ਝੁਕਣਾ, ਵਿਰੋਧੀ ਨੂੰ ਦੂਣੇ ਹੋ ਕੇ ਟਕਰਨਾ
–ਇੱਟ ਨਾਲ ਇੱਟ ਵਜਾਉਣਾ, ਮੁਹਾਵਰਾ : ਬਰਬਾਦ ਕਰ ਦੇਣਾ, ਢਾਹ ਢੇਰੀ ਕਰਨਾ
–ਇੱਟ ਨਾ ਲੱਗਣਾ, ਇੱਟ ਨਾ ਲੱਗੀ ਹੋਣਾ, ਮੁਹਾਵਰਾ : ਪੱਕਾ ਅਧਿਕਾਰ ਹੋਣਾ ਮਲਕੀਅਤ ਹੋਣਾ
–ਇੱਟ ਰੋੜਾ, ਪੁਲਿੰਗ : ਇੱਟਾਂ ਅਤੇ ਰੋੜੇ ਰਲੇ ਮਿਲੇ
–ਮੋਰੀ ਦੀ ਇੱਟ ਚੁਬਾਰੇ ਨੂੰ, ਅਖੌਤ : ਜਦੋਂ ਕਿਸੇ ਮਾੜੀ ਚੀਜ਼ ਨੂੰ ਚੰਗੀ ਨਾਲ ਜੋੜ ਦਿੱਤਾ ਜਾਏ ਜਾਂ ਕਿਸੇ ਅਯੋਗ ਪੁਰਸ਼ ਨੂੰ ਉੱਚੀ ਥਾਂ ਨਿਯੁਕਤ ਕਰ ਦਿੱਤਾ ਜਾਵੇ ਤਾਂ ਇਹ ਅਖੌਤ ਬੋਲਦੇ ਹਨ, ਨੀਚ ਦਾ ਊਚ ਨਾਲ ਮੇਲ ਹੋਣ ਜਾਂ ਕਰਨ ਦਾ ਭਾਵ
–ਇੱਟ ਲੱਗਣਾ, ਇੱਟ ਲੱਗੀ ਹੋਣਾ, ਮੁਹਾਵਰਾ : ਪੱਕਾ ਕਬਜ਼ਾ ਜਾਂ ਕਾਇਮ ਹੋਣਾ
ਲੇਖਕ : ਭਾਸ਼ਾ ਵਿਭਾਗ, ਪੰਜਾਬ,
ਸਰੋਤ : ਪੰਜਾਬੀ ਕੋਸ਼ ਜਿਲਦ ਪਹਿਲੀ (ੳ ਤੋਂ ਕ), ਹੁਣ ਤੱਕ ਵੇਖਿਆ ਗਿਆ : 6678, ਪੰਜਾਬੀ ਪੀਡੀਆ ਤੇ ਪ੍ਰਕਾਸ਼ਤ ਮਿਤੀ : 2021-10-21-11-42-44, ਹਵਾਲੇ/ਟਿੱਪਣੀਆਂ:
ਵਿਚਾਰ / ਸੁਝਾਅ
Please Login First
